








| 產地 | 河北邢臺 |
|---|---|
| 類型 | 其他運輸機 |
| 適用領域 | 多種領域 |
| 用途 | 礦山 |
| 品牌 | 卓杰 |
| 型號 | 290.16 |
| 加工定制 | 是 |

邢臺卓杰機械配件制造有限公司
聯系人張先生:15076889819 微信同步
一.安裝前注意事項
1.1 產品接收
1.1.1 檢查外包裝是否有損傷,產品包裝標示是否符合要求,如有需與運輸公司聯系理賠,保存好須檢驗的受損產品。
1.1.2 在產品接受時,請檢查附屬文件是否完整,請依據《裝箱單》中說列舉的物品進行核對,如有缺漏,請馬上與本公司聯系。
1.1.3 防溢裙板有無破損斷裂現象。
1.1.4 夾持器是否有破損,鍍鋅層是否完好。
1.1.5 零配件,螺栓,螺母,各類墊片的數量有無缺失,如發現有缺漏,請馬上與本公司聯系。
1.2 產品保管
1.2.1 未安裝前請保管于干燥的環境中,避免銹蝕。
1.2.2 避免高溫環境,各種射線及與化學試劑接觸,防止防溢裙板的提早老化,影響使用壽命。
二. 產品的安裝
2.1 工具準備
2.1.1 因定位滑槽需通過焊接定位,所以必須配備電焊機。
2.1.2 視情況需要還需配備氣割工具。
2.1.3 確認必須使用的標準施工工具和量測工具應到位,如:扳手,鋼板尺等。
2.2 現場安裝
2.2.1 檢查皮帶是否平整,并已經張緊,導料槽區域托輥安裝面平面度推薦值為±3mm/30M。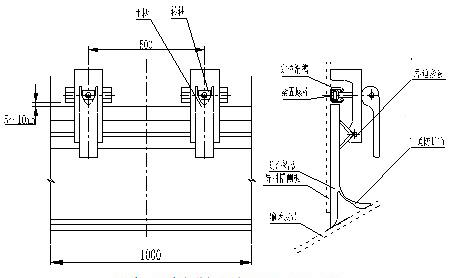
1.1.1 將防溢裙板放置于導料槽和皮帶的夾角處(如圖1.1),放置時請將主板和皮帶保持一定的漲緊距離,務必將二道防護簾掀起,靠在皮帶上,根據防溢裙板的高度,在防溢裙板的上方5-10mm處畫一直線,以方便夾持器的定位安裝。
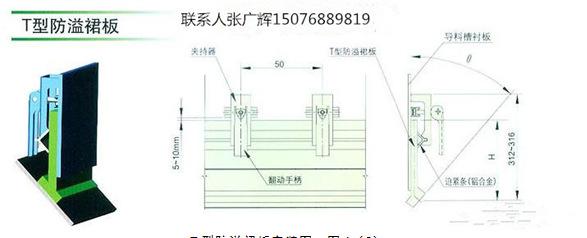
2.2.2 T型的安裝同Y型
2.2.3 焊接定位滑槽,定位滑槽在防溢裙板上方5~10mm處,通常情況下每500mm焊接一定位滑槽(如圖3),如遇特殊情況,可適當增加。(注:焊接定位滑槽時,先點焊定位,等確認位置可以時方可焊牢。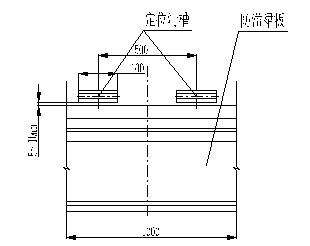
2.2.4 裝配手柄和轉軸(圖4)。

2.2.5 將緊固螺栓套入定位滑槽,然后將L型迫緊條和卡扣依圖示的方法裝配上,即卡扣通過L型迫緊條夾持住防溢裙板(圖5)。

2.2.6 將手柄通過轉軸與緊固螺栓連接上,然后鎖緊,使手柄能夠壓緊卡扣,以此夾緊防溢裙板。(圖6)

2.2.7 依以上方法,鎖緊每一個緊固螺栓,即完成安裝。
2.3 注意事項
2.3.1 請認真貫徹GJ/BYJ-AJC5-95《施工生產安全技術操作規程》及國家和市等有關安全文件,規范安全作業。
2.3.2 作業前確認工具和設備能正常使用和運行。
2.3.3 電焊和氣割作業時必須佩戴防護鏡,確認電焊機的接線安全。
2.3.4 如有氣割操作,嚴格火源和電源使用制度,并對氣瓶標識防火防爆的標志,杜絕不安全隱患。
2.3.5 安裝所有工具,材料等妥善放置,防止傷人。
2.3.6 工作前有認真檢查工具,設備和作業環境及各種安全措施,經確認無誤后方可進行作業。
2.3.7 安裝完成后,特別需檢查是否有螺栓,焊條等異物留在皮帶上,確認皮帶上無異物后,先點動皮帶機,停車,再一次檢查導料槽是否有異物殘留。
2.3.8 在安裝過程中應盡量避免動火,使用各種射線及化學試劑防止對防溢裙板造成傷害,提前老化,如有氣割操作,請將防溢裙板遠離氣割作業的現場,將氣割作業和防溢裙板的安裝作業時間錯開。

